







安庆厚片吸塑-厚片吸塑加工-兴丰源厚片吸塑厂家(多图)
芜湖兴丰源包装制品有限公司
经营模式:生产加工
地址:芜湖市湾沚区安徽新芜经济开发区五星大道468号
主营:气泡袋,珍珠棉,塑料袋,吸塑包装
业务热线:1595-5334992

产品详情
联系方式
产品品牌:兴丰源吸塑包装
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
安庆厚片吸塑-厚片吸塑加工-兴丰源厚片吸塑厂家(多图)
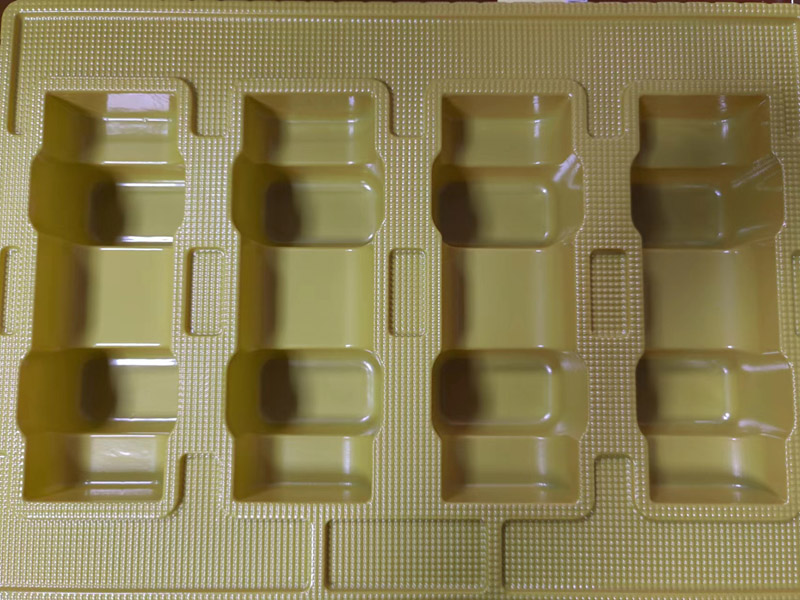
采用全自动高速吸塑成型机生产,其基本原理是:将成卷的片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的片材吸附到模具表面,同时将冷却水以雾状喷于成型片材表面,使其硬化,成型的片材再自动被拉至贮料箱,气动裁刀将成型与未成型片材分离,从而完成全部过程。吸塑产品出现的主要质量问题大多在此过程发生: a.吸塑不到位,是指形状变形,没有吸塑成与模具相同形状的产品; b.吸塑过度,是指产品过薄; c.拉线,是指成型产品上出现不应有的线痕; d.厚薄不均。这些问题都需要在上好模具后,调试到位,包括:片材前进的时间、加热的温度和时间、抽真空的强度和时间、上模下落的位置、时间和深度、拼版中模具的摆放位置、模具间是否加附件等等。






厚片吸塑制品有哪些缺陷 拉线:厚片吸塑成型生产时产生的一些不应有的线条突起(模具上没有的),需要重新修改模具(降低高度和增加园滑度)和增加额外的压力模具(我们称之为上模)来解决。拉线过大时,被看作是次品,无法用于吸塑包装,但在零部件周转托盘领域,只要拉线排列整齐,不影响使用功能,应视为合格品。拉线又称之为:拉丘,抽筋等。 划痕:厚片吸塑成品上特别是透明泡壳上带有划伤的痕迹,如果痕迹太长,太大,泡壳就成了次品,无法用于包装。 晶点:在厚片吸塑板材生产过程中,因空气中的细小尘埃,掉在加热的塑料材料上,产生的一种透明瑕疵,特别是在透明的厚吸塑板材生产过程中,这种瑕疵过大,过多时,视为次品。 气泡:在厚片吸塑板材生产过程中,因加热的塑料材料中含有空气,使生产出的成品片材里带有气泡,特别是在透明的吸塑片材生产过程中,这种气泡过大,过多时,视为次品。 水波纹:在厚片吸塑板材生产过程中,因厚吸塑材料和加工工艺不同,使生产出的成品片材表面有水面波纹,特别是在透明的厚吸塑板材生产过程中,这种水波纹过大,过多时,视为次品。一般情况下,厚吸塑片材板越厚,水波纹越明显。合格的PET材料很少有水波纹,但大多数厚吸塑PVC片材都有水波纹的现象存在。

大型吸塑的生产工艺流程包括了哪些步骤? 大型吸塑的生产工艺是从模具的制作和加工开始的,先是根据用户要求或样品规格制作好吸塑模具。一般条件下,这里都是利用石膏制作吸塑包装模具,但也有用木雕及金属雕刻的产品作模具。 将大型吸塑过程中要用到的石膏模具制作好后,先让其自然干燥完全或是烘干,然后根据产品表面凸凹具体情况,用1-2毫米钻花在不影响产品包装模样的低凹处钻许多小孔。 如果是包装盒之类产品还需要在四周边上钻一些小孔,以便吸塑生产时,能将空气抽出,模具钻好孔后,还得将石膏模具进行加硬处理,加硬处理方法是用浓明矾饱和液浸泡后晾干。 等到大型吸塑模具处理干燥完全后,将模具装入真空室上层铁板上;然后根据模具大小,将塑料片载成适用规格尺寸;将此片材放入加热木柜内,使其完全固定好,再将木柜连同塑料片材置恒温炉上进行软化处理。 大型吸塑的时候,需要将软化处理好的塑料片连同木柜一同置于真空室中,开动吸气开关使得真空室内空气被吸抽干净;待塑料片冷却后,就可以得到与模具相同的凹型包装或工艺模具。


阮先生先生
手机:15955334992


